线束端子压接标准与解决办法
- 作者: 深华
- 来源: 缆仕特电子
- 日期 : 2023-08-24
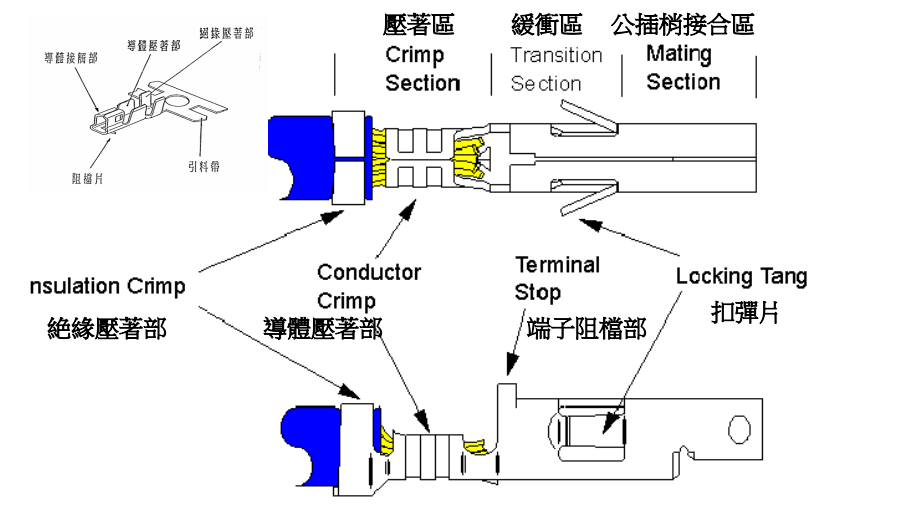
一、端子压接尺寸及外观(按照图纸要求)
1.线材部分:检验剥皮长度、线材长度、芯线损伤情况。
2.检验端子余料长度
3.检验导体压接区
①压接高度和宽度以及压接的形状与样品要求无明显差别;
②抗拉强度详见具体工装操作规程;
③导体压接部位必须完全闭合,并且要包含所有芯线,不得有芯线外漏;
④前、后喇叭口必须可见;
⑤导体末端必须平齐。
4.检验绝缘皮压接区
①压接的尺寸和形状以铆紧线皮且未刺穿作为参考标准;
②摇摆测试:手握住距离连接头约70mm处上下折弯90°,无松脱则已压紧,再检查线皮无刺破则可;
③线皮无损伤(压接区除外)。
5.弹片及端子配合区无损伤和变形。
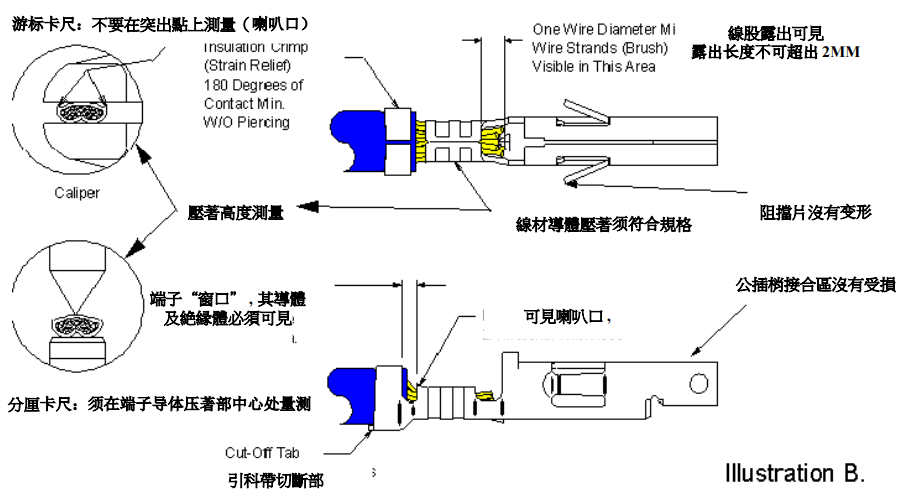
良好的端子压着图示:
二、如果您在压接端子的过程中,发现与上图不一致,大概率是压接工艺中出现了问题,下面我们将总结14个最可能发生的端子压接问题,以及以后如何避免发生这些问题。
1.端子压接高度过小
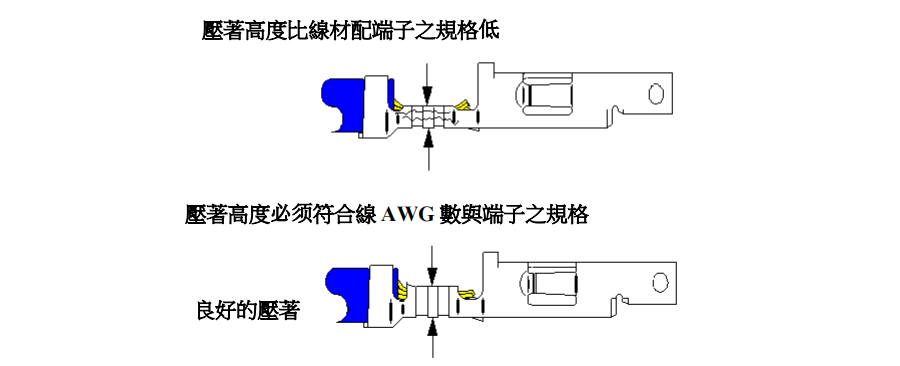
压接高度是指端子在压接后的横截面高度,是压接良好最重要的特征。一般来说,正确压接高度范围或公差可能很小,检验压接机或工具是否设置正确对于获得良好压接是非常重要的。 过小或过大的压接高度都将无法达到规定的压接强度(对芯线端子的保持力),会减小线束拉拔力和额定电流。过小的压接高度可能会压断线芯。
解决办法:端子压接过低,首先检查使用线材是否太粗,不适配端子型号,再来对应调节端子机的压接高度。使用游标卡尺或千分尺检验压接高度在规定范围内,并重新进行验证。
2.端子压接高度过大
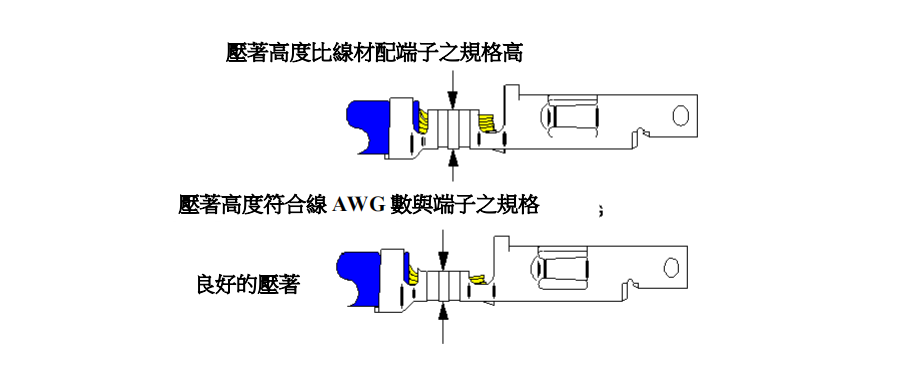
过大的压接高度无法合适的压住线芯,压接区会产生过大的空隙,因为线芯和端子之间没有足够的金属间接触。
解决办法:端子压接过低,首先检查使用线材是否太细,不适配端子型号,再来对应调节端子机的压接高度。使用游标卡尺或千分尺检验压接高度在规定范围内,并重新进行验证。
3.绝缘压接区过低
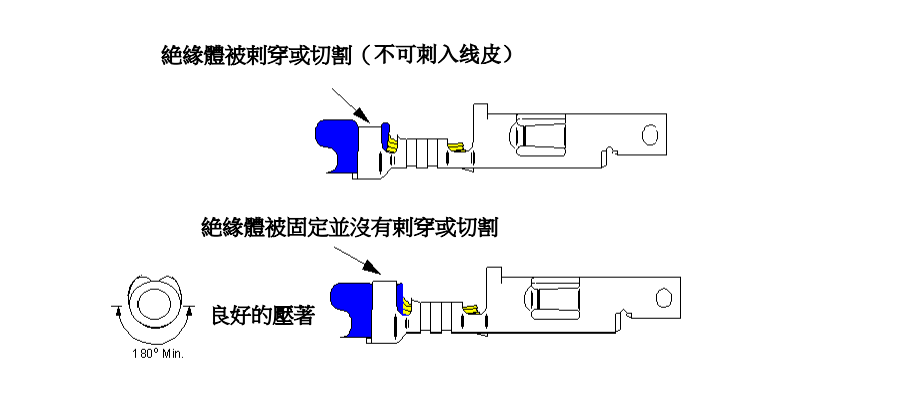
绝缘压接为导体压接区提供应力释放,这样在芯线弯曲时不容易使线芯折断。过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。
解决办法:正确的调节压接模具使得端子夹紧并且不会刺穿绝缘层。
4.绝缘压接区过高
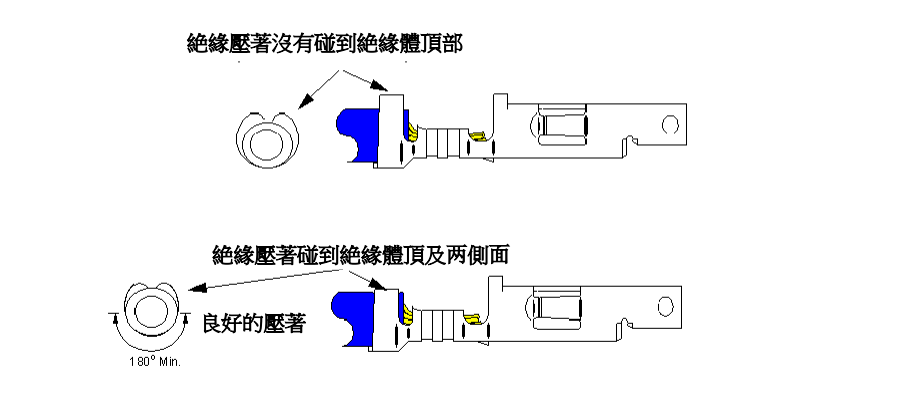
由于绝缘类型和厚度的多样性,一般不会提供绝缘层的压接高度。
解决办法:正确的调节压接模具使得端子夹紧并且不会刺穿绝缘层。
5.芯线外漏
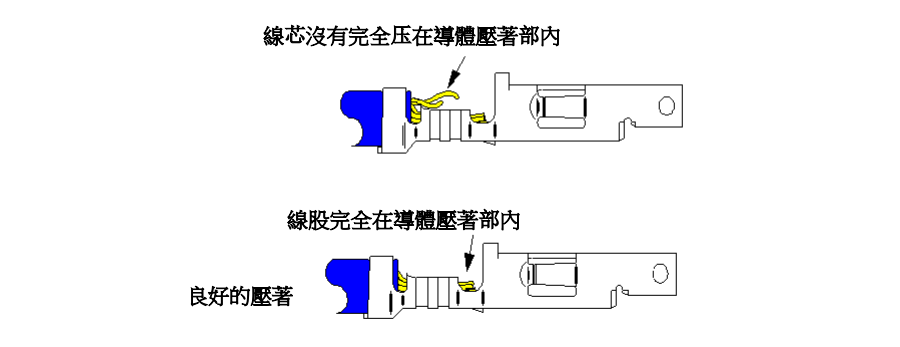
芯线外漏是导致压接问题的另一个常见原因。如果所有芯线没有完全封闭于导体压接区,压接件的强度和电流负载能力都会大幅度降低。
解决办法:一般来说,芯线外漏的问题是很容易解决的,只需重新收拢成束,然后插入进行压接的端子中。我们再压接端子之前需要留意一下有无芯线松散或外漏再进行操作。
6.剥皮长度过短
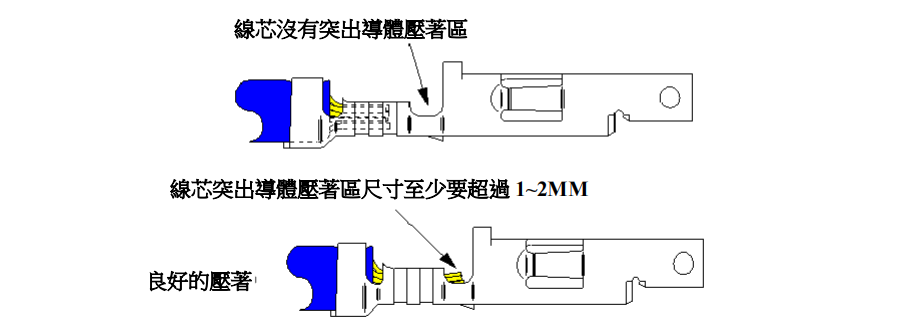
如果剥皮尺寸过短,或者芯线没有完全插入导体压接区,端接可能达不到规定的拉力,因为芯线与端子之间的金属间接触成少了。
解决办法:加长剥线机的剥线参数以达到符合要求的数值。
7.线材压着注皮
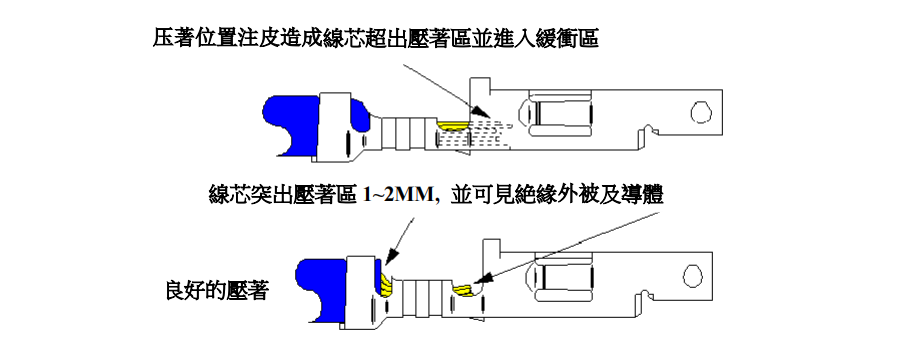
芯线插入过深是与剥线长度相关的另一个压接问题,绝缘层向前过深地插入绝缘压接区,导体伸出超过压接区。 在实际应用中,这可能引起三种失效模式。其中两种是由于导体压接区中金属间接触减少,使得芯线拉拔力降低,同时也达不到额定电流。第三种失效模式在连接器接合时可能出现。如果芯线伸出至过渡区过深,插针端子的尖端碰撞上线鈸,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。
解决办法:调节芯线挡板的位置使之能正确地定位剥皮的尺寸。
8.“香蕉型端子“(端子过度弯曲)
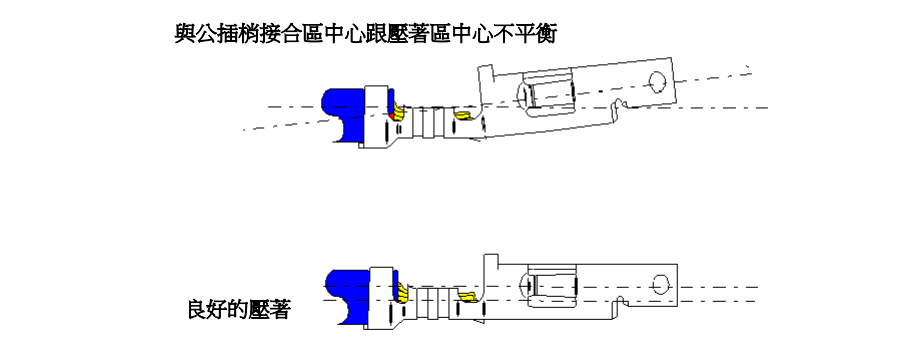
因为压接端子呈香蕉形状得名。这使得端子很难插入外壳中。
解决办法:调节压接机上的限制销的位置即可。位于压接机中,在压接区压接在芯线上时接融端子的结合区。
9.压接芯线部位过长
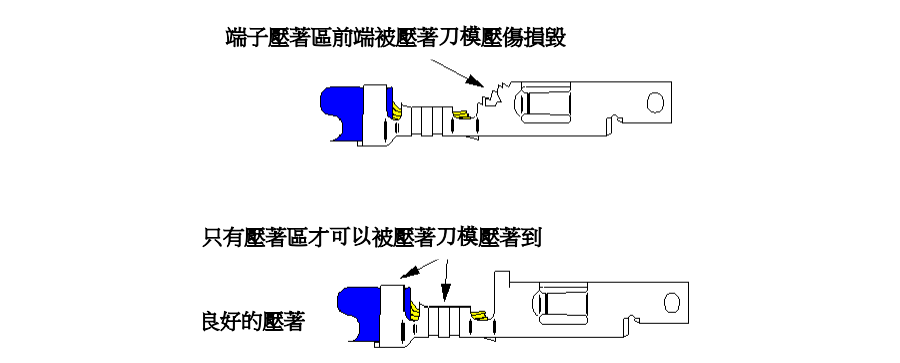
比较明显的一个压接问题是过渡区的局部被损坏。在上图的端子中,竖直的突起部分是称为端子止口的设计特征。其功能是防止端子过深地插入外壳。
解决办法:引起这一问题的原因是端子和金属条相对于压接机的位置不正确。只需重新对准,问题即可解决。
10.喇叭口太小
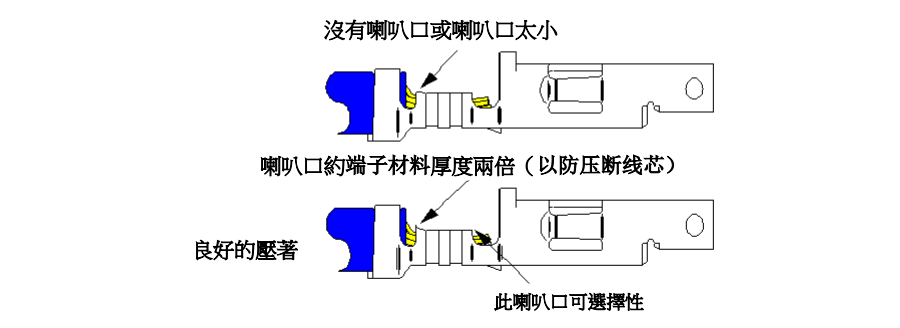
喇叭口图的正确尺寸是接近端子材料厚度的2倍。如果压接的端子缺少喇叭口,或者小于端子材料厚度,会有到断线芯的危险。保留的线芯威少会降低端接强度。
解决办法:要解决该问题,需要确认压接模具是否上下对准。
11.喇叭口太大
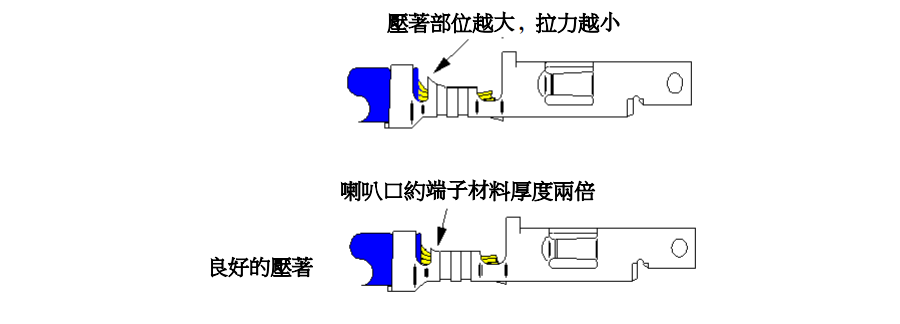
喇叭口太大会减小端子压接区与芯线接触的总面积。芯线与端子的接触面越小,芯线拉拔力越小。
解决办法:如果压接高度正确,那么可能是由于工具磨损引起的问题,应当予以更换。
12.余料太长
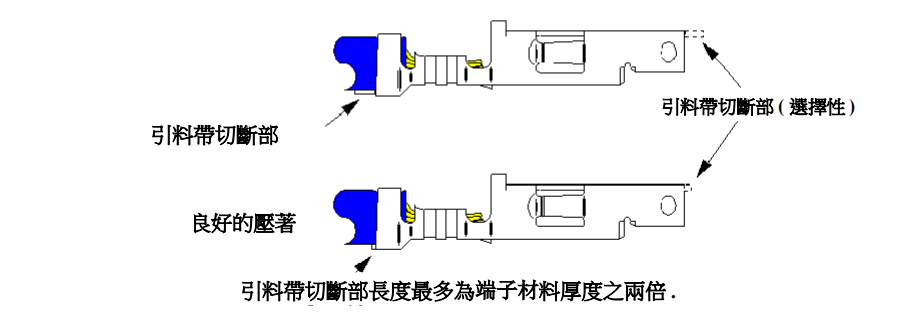
端子料带部分的余料过长,在使用搬运过程中会刮伤线皮,甚至切断铜丝,直接影响产品性能,因此也是需要特别注意的地方。
解决办法:调整端子导料板位置,注意切刀位置。
13.弹片弯曲变形
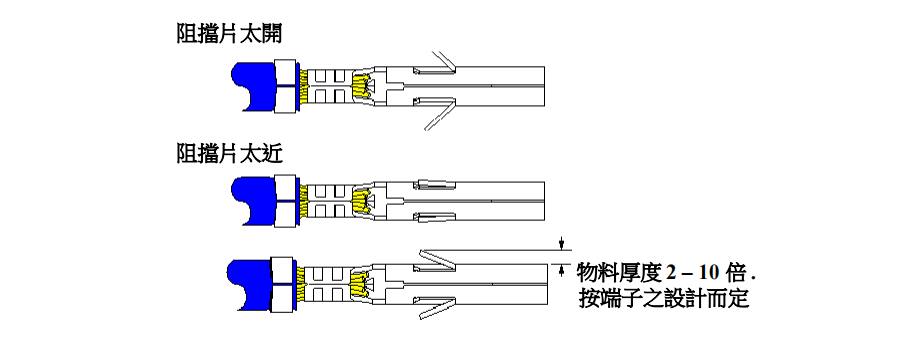
端子压接最容易忽视的问题就是弹片弯曲变形,弹片开口太大影响使用寿命,且极其容易导致断裂;弹片开口太小将影响Housing的稳定性,容易发生退PIN的情况。
解决办法:注意检查端子运输过程中是否受力不均导致的变形,插housing过程是否有误导致弹片损坏。
14.端子与线材之保持力
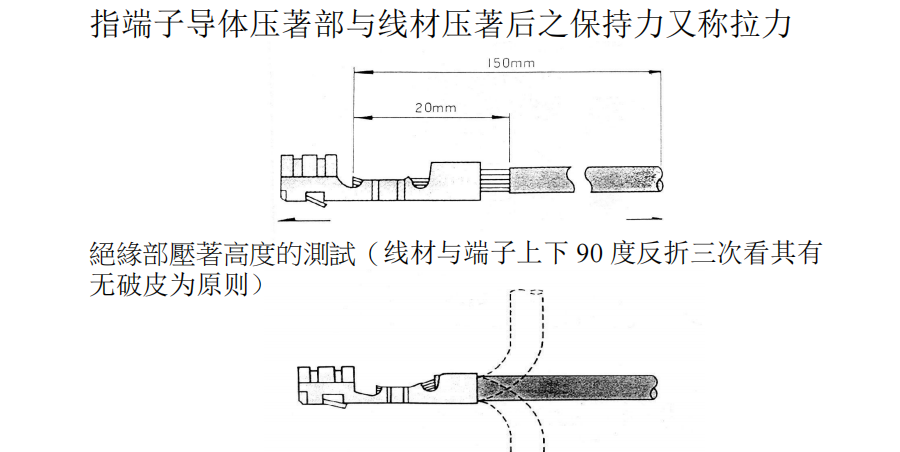
端子导体压着部与线材压着后之保持力。

1.线材部分:检验剥皮长度、线材长度、芯线损伤情况。
2.检验端子余料长度
3.检验导体压接区
①压接高度和宽度以及压接的形状与样品要求无明显差别;
②抗拉强度详见具体工装操作规程;
③导体压接部位必须完全闭合,并且要包含所有芯线,不得有芯线外漏;
④前、后喇叭口必须可见;
⑤导体末端必须平齐。
4.检验绝缘皮压接区
①压接的尺寸和形状以铆紧线皮且未刺穿作为参考标准;
②摇摆测试:手握住距离连接头约70mm处上下折弯90°,无松脱则已压紧,再检查线皮无刺破则可;
③线皮无损伤(压接区除外)。
5.弹片及端子配合区无损伤和变形。
良好的端子压着图示:
二、如果您在压接端子的过程中,发现与上图不一致,大概率是压接工艺中出现了问题,下面我们将总结14个最可能发生的端子压接问题,以及以后如何避免发生这些问题。
1.端子压接高度过小
压接高度是指端子在压接后的横截面高度,是压接良好最重要的特征。一般来说,正确压接高度范围或公差可能很小,检验压接机或工具是否设置正确对于获得良好压接是非常重要的。 过小或过大的压接高度都将无法达到规定的压接强度(对芯线端子的保持力),会减小线束拉拔力和额定电流。过小的压接高度可能会压断线芯。
解决办法:端子压接过低,首先检查使用线材是否太粗,不适配端子型号,再来对应调节端子机的压接高度。使用游标卡尺或千分尺检验压接高度在规定范围内,并重新进行验证。
2.端子压接高度过大
过大的压接高度无法合适的压住线芯,压接区会产生过大的空隙,因为线芯和端子之间没有足够的金属间接触。
解决办法:端子压接过低,首先检查使用线材是否太细,不适配端子型号,再来对应调节端子机的压接高度。使用游标卡尺或千分尺检验压接高度在规定范围内,并重新进行验证。
3.绝缘压接区过低
绝缘压接为导体压接区提供应力释放,这样在芯线弯曲时不容易使线芯折断。过小的绝缘压接区会使绝缘压接区中的金属应力过大,削弱其应力释放功能。
解决办法:正确的调节压接模具使得端子夹紧并且不会刺穿绝缘层。
4.绝缘压接区过高
由于绝缘类型和厚度的多样性,一般不会提供绝缘层的压接高度。
解决办法:正确的调节压接模具使得端子夹紧并且不会刺穿绝缘层。
5.芯线外漏
芯线外漏是导致压接问题的另一个常见原因。如果所有芯线没有完全封闭于导体压接区,压接件的强度和电流负载能力都会大幅度降低。
解决办法:一般来说,芯线外漏的问题是很容易解决的,只需重新收拢成束,然后插入进行压接的端子中。我们再压接端子之前需要留意一下有无芯线松散或外漏再进行操作。
6.剥皮长度过短
如果剥皮尺寸过短,或者芯线没有完全插入导体压接区,端接可能达不到规定的拉力,因为芯线与端子之间的金属间接触成少了。
解决办法:加长剥线机的剥线参数以达到符合要求的数值。
7.线材压着注皮
芯线插入过深是与剥线长度相关的另一个压接问题,绝缘层向前过深地插入绝缘压接区,导体伸出超过压接区。 在实际应用中,这可能引起三种失效模式。其中两种是由于导体压接区中金属间接触减少,使得芯线拉拔力降低,同时也达不到额定电流。第三种失效模式在连接器接合时可能出现。如果芯线伸出至过渡区过深,插针端子的尖端碰撞上线鈸,可能会阻止连接器完全就位,或者可能导致插针或插孔端子弯曲。
解决办法:调节芯线挡板的位置使之能正确地定位剥皮的尺寸。
8.“香蕉型端子“(端子过度弯曲)
因为压接端子呈香蕉形状得名。这使得端子很难插入外壳中。
解决办法:调节压接机上的限制销的位置即可。位于压接机中,在压接区压接在芯线上时接融端子的结合区。
9.压接芯线部位过长
比较明显的一个压接问题是过渡区的局部被损坏。在上图的端子中,竖直的突起部分是称为端子止口的设计特征。其功能是防止端子过深地插入外壳。
解决办法:引起这一问题的原因是端子和金属条相对于压接机的位置不正确。只需重新对准,问题即可解决。
10.喇叭口太小
喇叭口图的正确尺寸是接近端子材料厚度的2倍。如果压接的端子缺少喇叭口,或者小于端子材料厚度,会有到断线芯的危险。保留的线芯威少会降低端接强度。
解决办法:要解决该问题,需要确认压接模具是否上下对准。
11.喇叭口太大
喇叭口太大会减小端子压接区与芯线接触的总面积。芯线与端子的接触面越小,芯线拉拔力越小。
解决办法:如果压接高度正确,那么可能是由于工具磨损引起的问题,应当予以更换。
12.余料太长
端子料带部分的余料过长,在使用搬运过程中会刮伤线皮,甚至切断铜丝,直接影响产品性能,因此也是需要特别注意的地方。
解决办法:调整端子导料板位置,注意切刀位置。
13.弹片弯曲变形
端子压接最容易忽视的问题就是弹片弯曲变形,弹片开口太大影响使用寿命,且极其容易导致断裂;弹片开口太小将影响Housing的稳定性,容易发生退PIN的情况。
解决办法:注意检查端子运输过程中是否受力不均导致的变形,插housing过程是否有误导致弹片损坏。
14.端子与线材之保持力
端子导体压着部与线材压着后之保持力。