线束加工剥线/开线工艺规范要求
- 作者: 深华
- 来源: 缆仕特电子
- 日期 : 2024-04-09
1.目的:
本文讲述线束加工剥线/开线工艺流程,针对剥线/开线作业不良原因及判定标准的一般要求。
2.适用范围:
本文适用于线束加工开剥/开线作业流程状态的检验,也适用于生产操作指导。
3.线材的结构及用途:
开线(Cutting),剥线(Stripping)是线缆加工一个不可少的程序,它是利用外力将线缆切断并将外被
脱去的过程,有时连同编织及绝缘层也同时开剥(如同轴线等)露出导体,以便以后加工.我们从电
线的基本结构可以了解此过程的目的。
A. 外被:保护内部芯线
B. 编织:缠绕抗电磁干扰
C. 铝箔:抗电磁干扰,包裹芯线
D. 麦拉,棉线:填充物,增加外观圆度
E. 地线:接地功能
F. 导体:导通绝缘耐压.
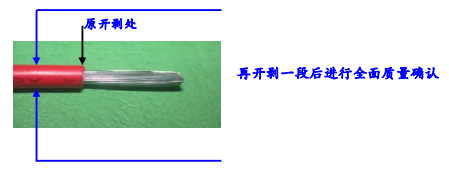
但是当开剥时,往往易在开剥处(位于外被边缘,不易被发现)损伤到外被内的其他关
键结构,因此在确认开剥的质量时,应在原开剥的基础上再开剥一段后进行全面确认。
4.圆线
4.1线材刮伤

不良原因:在裁线过程中,拉线时,线材碰触刀口。
判定标准:线材无刮伤现象。
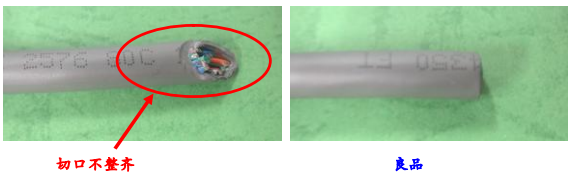
4.2切口不整齐
4.2切口不整齐
不良原因:裁线刀固定螺丝松动,以致刀口不能完全闭合。
判定标准:裁线后的切口必须整齐。
4.3外被压伤
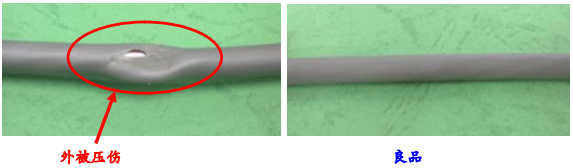
不良原因:开剥线材外被时,气剥机夹具调试过紧。
判定标准:开剥后的线材无压伤痕迹。
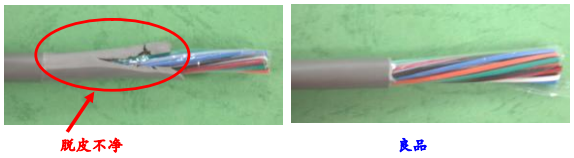
4.4剥皮不净
4.4剥皮不净
不良原因:脱皮后,绝缘皮参差不齐
判定标准:高度差最大不得超过0.5mm。
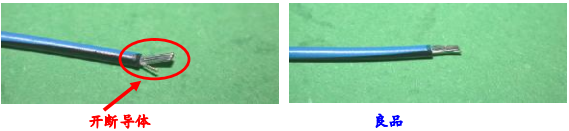
4.5开断导体

4.6开断编织
4.5开断导体
不良原因:开剥导体时,调刀模间隙太小,以至导体有开断现象。
判定标准:参照断铜丝标准表.1.1
4.6开断编织
不良原因:开剥线材外被时,刀模调试过紧
判定标准:参照断铜丝标准表.1.1
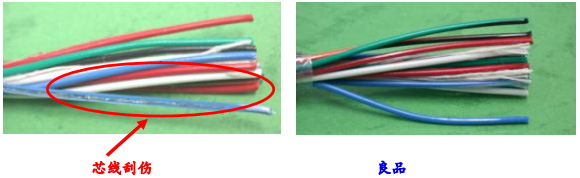
4.7芯线刮伤
4.7芯线刮伤
不良原因:开剥线材外被时,刀模调试过紧.
判定标准:芯线无刮伤现象
5.电子线
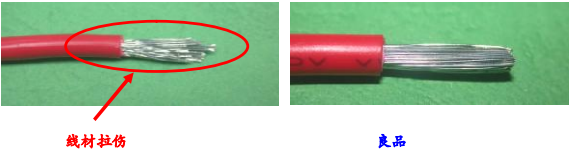
5.1线材拉伤
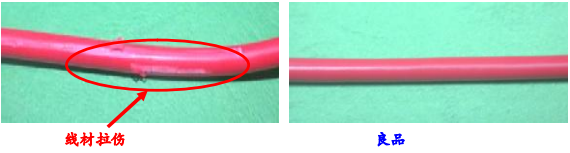
不良原因:在裁线过程中,线圈散乱,以至线材拉伤。
判定标准:将线圈摆放整齐,线材无拉伤现象。
5.2导体不整齐

5.2导体不整齐
不良原因:脱皮时,断铜丝
判定标准:参照断铜丝标准表.1.1
5.3开断导体
5.3开断导体
不良原因:脱皮时,断铜丝
判定标准:参照断铜丝标准表.1.1
6.电源护套线
6.1脱皮不净

不良原因:脱皮后,绝缘皮参差不齐。
判定标准:高度差最大不得超过0.5mm。
6.2刮伤芯线
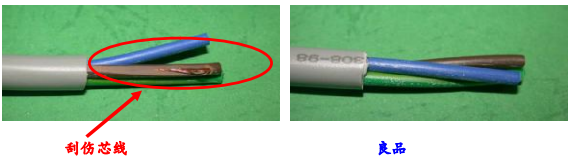
6.2刮伤芯线
不良原因:开剥线材外被时,刀模调试过紧
判定标准:芯线无刮伤现象
7.同轴电缆线
7.同轴电缆线
7.1脱皮不净

不良原因:开剥时,刀模调试过松
判定标准:外被能顺利脱掉,且不能伤及编织
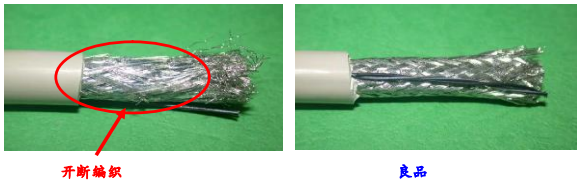
7.2开断编织

7.2开断编织
不良原因:开剥时,刀模调试过紧
判定标准:参照断铜丝标准表.1.1
7.3编织开剥不净

不良原因:编织分布不均匀,以致开剥时有残余编织遗留
判定标准:开剥处,无编织遗留
7.4中心导体长短不一
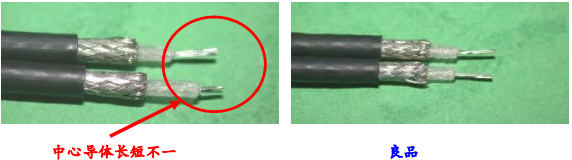
7.4中心导体长短不一
不良原因:开剥时,送线速度不一致导致开剥后中心导体有长短不一现象。
判定标准:中心导体尺寸不得超过要求范围(遵循客户要求,一般不超过±0.2或0.15mm)
7.5开断导体
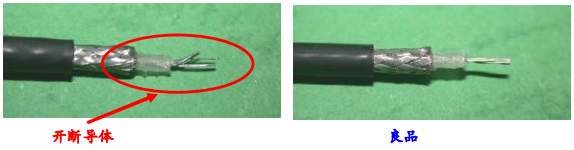
7.5开断导体
不良原因:脱绝缘皮时,断铜丝
判定标准:参照断铜丝标准表.1.1

设备介绍:适用于本公司单芯线,电子线(12AWG-18AWG),裁切及开剥。
裁线总长为99m,最短为45mm。
安全知识:(1)机器之功能键不可乱动,以免发生意外。
(2)电路接头完好,以免触电。
(3)及时清除机器及刀片周围碎屑。
注意:机器运转过程中,切勿将手及其它异物伸入机器设罩内。