线束加工检验作业指导
- 作者: 深华
- 来源: 缆仕特电子
- 日期 : 2024-04-09
1.线材来料检验
1.1印字
技术要求:印字清晰完整

检验标准:正常施力,酒精擦拭10S后能清晰的识别线材制造商、规格、认证标识。
1.2色差
技术要求:无明显色差

检验标准:同批次肉眼无明显色差感
1.3破损
技术要求:绝缘皮无损伤

检验标准:铜线不外露、绝缘皮无损伤
1.4变形
技术要求:表面光滑平整

检验标准:线材无挤压痕
2.裁线加工检验
2.1剥皮
技术要求:切口平整

检验标准:切口不允许有毛边
2.2断线
技术要求:铜线不断裂、损伤
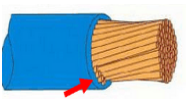 不可接受
不可接受
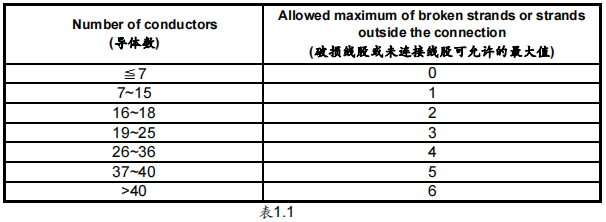
检验标准:铜线完整不损伤,切断铜丝接受度参考《断铜丝标准表》1.1
3.压接加工检验
3.1压接不足
技术要求:绝缘皮可靠压接
 不可接受
不可接受
检验标准:绝缘皮被完整包裹、有轻微变形
3.2压接过量
技术要求:绝缘皮不损伤
 不可接受
不可接受
检验标准:绝缘皮不可有破洞、裂口
3.3绝缘皮未压到
技术要求:绝缘皮可靠压接
 不可接受
不可接受
检验标准:绝缘皮被完整包裹、有轻微变形
3.4检查窗口
技术要求:检查窗口可视
 不可接受
不可接受
检验标准:检查窗口可同时观察到绝缘皮以及铜线
3.5铜线散落
技术要求:铜线完整包裹
 不可接受
不可接受
检验标准:铜线不可散落在包裹区外面
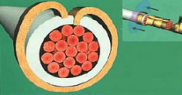
3.6填充不良
技术要求:填充料不外露
 不可接受
不可接受
检验标准:用手指在端子端面触摸,不可接触到填充物
3.7端子歪斜
技术要求:端子保持平整
 不可接受
不可接受
检验标准:端子插接面与电线轴心平行,夹角不可超30度。
4.塑壳组装检验
4.1插接
技术要求:可靠插接
 不可接受
不可接受
检验标准:用手均匀用力将导线往外拉,导线不得从塑壳中拉出
4.1压线片
技术要求:导线与排母端面平齐
检验标准:压线缝间隙一致,导线不得凹入于端面且突出量不得大于0.5毫米。

1.1印字
技术要求:印字清晰完整
检验标准:正常施力,酒精擦拭10S后能清晰的识别线材制造商、规格、认证标识。
1.2色差
技术要求:无明显色差
检验标准:同批次肉眼无明显色差感
1.3破损
技术要求:绝缘皮无损伤
检验标准:铜线不外露、绝缘皮无损伤
1.4变形
技术要求:表面光滑平整
检验标准:线材无挤压痕
2.裁线加工检验
2.1剥皮
技术要求:切口平整
检验标准:切口不允许有毛边
2.2断线
技术要求:铜线不断裂、损伤
不可接受检验标准:铜线完整不损伤,切断铜丝接受度参考《断铜丝标准表》1.1
3.压接加工检验
3.1压接不足
技术要求:绝缘皮可靠压接
不可接受检验标准:绝缘皮被完整包裹、有轻微变形
3.2压接过量
技术要求:绝缘皮不损伤
不可接受检验标准:绝缘皮不可有破洞、裂口
3.3绝缘皮未压到
技术要求:绝缘皮可靠压接
不可接受检验标准:绝缘皮被完整包裹、有轻微变形
3.4检查窗口
技术要求:检查窗口可视
不可接受检验标准:检查窗口可同时观察到绝缘皮以及铜线
3.5铜线散落
技术要求:铜线完整包裹
不可接受检验标准:铜线不可散落在包裹区外面
3.6填充不良
技术要求:填充料不外露
不可接受检验标准:用手指在端子端面触摸,不可接触到填充物
3.7端子歪斜
技术要求:端子保持平整
不可接受检验标准:端子插接面与电线轴心平行,夹角不可超30度。
4.塑壳组装检验
4.1插接
技术要求:可靠插接
不可接受检验标准:用手均匀用力将导线往外拉,导线不得从塑壳中拉出
4.1压线片
技术要求:导线与排母端面平齐
检验标准:压线缝间隙一致,导线不得凹入于端面且突出量不得大于0.5毫米。